
Silicone Vacuum Casting: A Process for Quality Prototypes

TL;DR
Silicone vacuum casting is a manufacturing technique used to create small batches of high-quality plastic and rubber parts. The process involves using a vacuum to draw liquid urethane resin into a flexible silicone mold. This method is ideal for producing functional prototypes, marketing samples, and low-volume end-use parts with exceptional detail and surface finish, serving as a cost-effective bridge between 3D printing and high-volume injection molding.
What Is Silicone Vacuum Casting and How Does It Work?
Silicone vacuum casting, also known as urethane casting, is a copying technique that excels at producing parts with quality comparable to injection-molded components. At its core, the process uses a master model to create a flexible silicone mold. This mold is then placed in a vacuum chamber, where a liquid casting resin is drawn into the mold's cavity, perfectly replicating the original model's shape and texture. The vacuum is the critical element, as it removes all air from the mold, preventing bubbles and ensuring the resin fills even the most intricate details and undercuts.
The primary purpose of this technology is to bridge the gap between one-off prototypes and mass production. It allows engineers and designers to create a small series of parts—typically 5 to 50 pieces—that look and perform like the final product. This makes it invaluable for functional testing, aesthetic validation, and early market feedback before committing to the significant expense of hard tooling for injection molding. The result is a highly accurate reproduction of the original object, with a smooth surface finish and minimal defects.
The entire operation relies on a few key components working in concert. Understanding their roles is essential to grasping how vacuum casting achieves its high-fidelity results. Each element plays a crucial part in transforming a digital design into a physical, functional part.
- Master Pattern: This is the high-quality original model from which the silicone mold is made. It is typically created using a high-resolution 3D printing method like Stereolithography (SLA) or CNC machining to ensure a flawless surface finish.
- Silicone Mold: A flexible, two-part mold is created by pouring liquid silicone around the master pattern. Once cured, it forms a negative cavity of the part. Its flexibility is a key advantage, allowing for the creation of complex geometries and undercuts that would be difficult or impossible with rigid molds.
- Casting Resin: These are typically two-component polyurethanes (PU) that are mixed together to create a liquid that will harden into the final part. A wide variety of resins are available to mimic the properties of production plastics like ABS, polycarbonate (PC), and various rubbers.
- Vacuum Chamber: This is the environment where the casting takes place. By creating a vacuum, the chamber removes trapped air from the mold and the mixed resin, ensuring a bubble-free part that perfectly captures all surface details.
The Step-by-Step Vacuum Casting Process
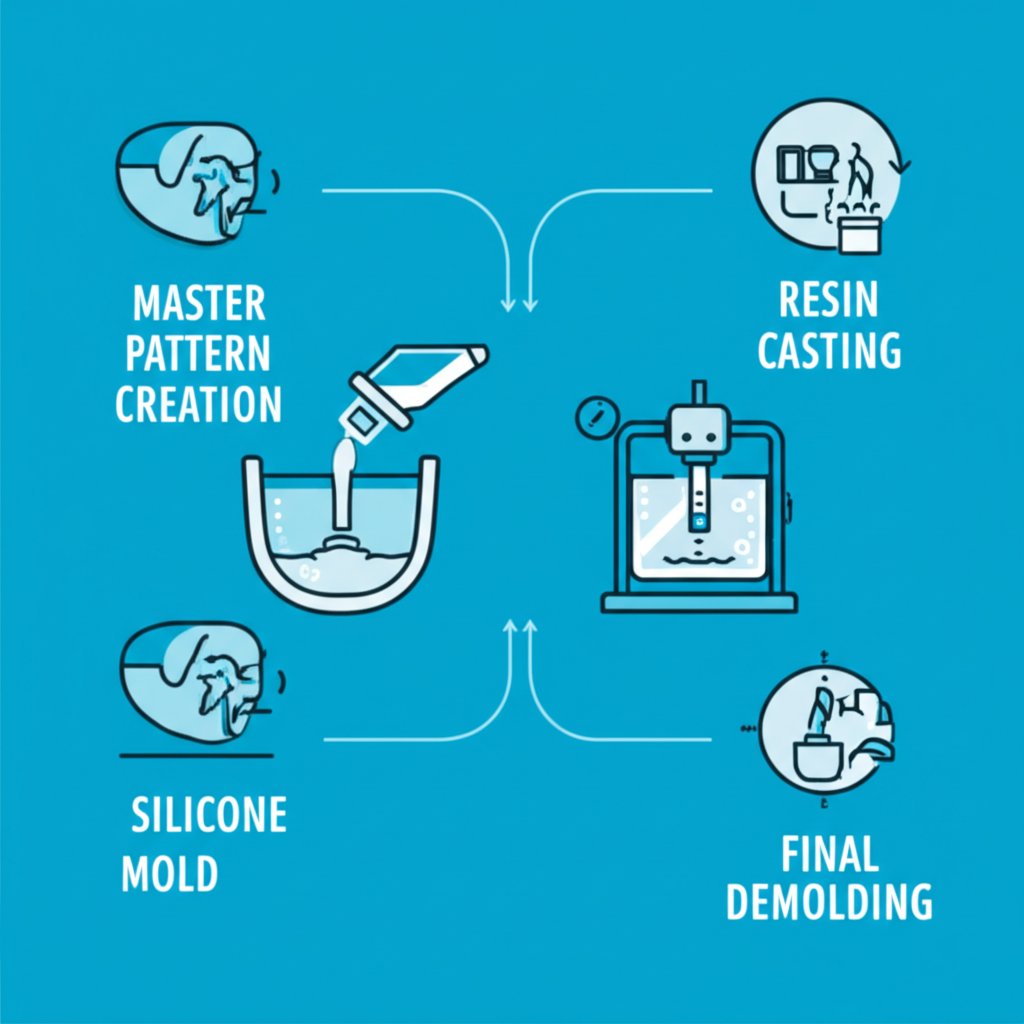
The vacuum casting workflow is a multi-stage process that transforms a digital design into a series of physical parts. Each step requires precision to ensure the final components meet quality standards. The process can be broken down into four main phases, from creating the initial pattern to the final cured part.
- Master Pattern Creation: The process begins with a master pattern, which is a perfect replica of the final part. Today, this is most often created using high-precision 3D printing technologies like SLA, which produce models with an exceptionally smooth surface finish. After printing, the pattern is carefully sanded and polished to remove any imperfections, as the silicone mold will replicate every detail, no matter how small.
- Silicone Mold Making: The finished master pattern is placed in a casting box, and liquid silicone is poured over it. The box is then placed in a vacuum chamber to degas the silicone, removing any air bubbles. After curing (often in an oven at around 40°C for 8-16 hours), the silicone block is carefully cut in half to create the two parts of the mold, and the master pattern is removed. Gates for pouring resin and vents for air to escape are then expertly added.
- Casting and Curing: The two-part silicone mold is reassembled and placed inside a vacuum casting machine. A two-component casting resin is mixed, pigmented to the desired color, and degassed in the vacuum chamber. The vacuum then draws the liquid resin into the mold cavity, ensuring it fills every detail without trapping air. Once filled, the mold is moved to a curing oven where it hardens, a process that can take several hours depending on the material.
- Demolding and Finishing: After the part has fully cured, the flexible silicone mold is opened, and the newly cast part is removed. The gates and vents are trimmed off, and any minor flash (excess material) is cleaned up. The part may undergo a final post-curing cycle in an oven to maximize its mechanical properties. A single silicone mold can typically produce between 10 and 30 parts before it begins to degrade.
For teams looking to leverage this technology, service providers can offer significant advantages. For instance, XTJ's formative manufacturing services provide rapid prototyping with access to over 50 material options and expert Design for Manufacturability (DFM) feedback, streamlining the path from concept to functional part.
Vacuum Casting vs. Injection Molding: A Comparative Analysis
Choosing the right manufacturing process is crucial for a project's success, balancing cost, speed, and quality. Silicone vacuum casting and injection molding are two common methods for producing plastic parts, but they serve very different needs. Vacuum casting excels in low-volume production and prototyping, while injection molding is the standard for mass production. Understanding their key differences helps in making an informed decision.
The most significant distinction lies in the tooling. Vacuum casting uses soft, flexible silicone molds that are inexpensive and quick to create, typically costing between $200 and $1,000. In contrast, injection molding requires hard tools made from steel or aluminum, which can cost anywhere from $5,000 to over $100,000 and take weeks or months to produce. This makes vacuum casting an ideal, low-risk method for testing designs and producing pre-series parts before committing to the massive investment of hard tooling.
This fundamental difference in tooling drives the trade-offs in volume, speed, and material choice. A silicone mold has a limited lifespan, usually around 20-30 parts, making it unsuitable for large-scale production. An injection mold, however, can produce hundreds of thousands or even millions of identical parts with high repeatability. The following table provides a clear comparison of these two technologies across key criteria.
| Feature | Silicone Vacuum Casting | Injection Molding |
|---|---|---|
| Ideal Production Volume | 1 - 100 parts | 500 - 1,000,000+ parts |
| Tooling Cost | Low (silicone molds) | Very High (steel or aluminum molds) |
| Lead Time | Fast (typically 1-3 weeks) | Slow (typically 4-12+ weeks) |
| Cost Per Part | Moderate to high (declines slightly with volume) | Very low (at high volumes) |
| Design Flexibility | High (handles undercuts and variable wall thickness well) | Moderate (requires draft angles, strict design rules) |
| Material Selection | Good (polyurethanes that mimic production plastics) | Excellent (wide range of thermoplastics and thermosets) |

Key Applications and Materials in Vacuum Casting
Thanks to its versatility, speed, and high-quality output, vacuum casting is employed across a wide range of industries for various purposes. Its ability to create production-quality parts without the need for expensive tooling makes it a go-to solution for prototyping, testing, and small-batch production. The process is particularly valuable during the product development cycle, where physical models are needed for validation and marketing.
The applications for vacuum casting are diverse, spanning from consumer electronics to medical devices. It allows for the creation of parts that are not only aesthetically pleasing but also functionally robust. Some of the most common applications include:
- Functional Prototypes: Creating realistic prototypes for fit, form, and function testing before committing to mass production tooling.
- Marketing and Sales Samples: Producing high-quality, visually appealing models for trade shows, investor pitches, and photoshoots.
- Low-Volume Production: Manufacturing end-use parts for niche products, custom equipment, or as a bridge production method while injection molding tools are being made.
- Medical Devices: Prototyping and producing custom-fit devices like housings for diagnostic equipment, surgical tools, and orthotics, often using biocompatible materials.
- Automotive Components: Creating prototype parts like dashboard panels, knobs, and interior components for design evaluation and testing.
The success of vacuum casting also depends heavily on the wide array of available materials. Casting resins are typically polyurethanes formulated to simulate the properties of common production plastics. This allows engineers to test parts with materials that closely match the final product's intended performance. Key material types include:
- ABS-like Resins: Offering robustness and high impact resistance, these are ideal for functional parts and enclosures.
- Rubber-like (Elastomeric) Resins: Available in various Shore hardness levels, these materials mimic TPE, TPU, or silicone rubber, perfect for gaskets, seals, overmolds, and flexible components.
- Polycarbonate (PC)-like and PMMA-like Resins: These are used for creating clear or transparent parts for lenses, light pipes, or housings where visibility of internal components is required.
- PE/PP-like (Polypropylene/Polyethylene) Resins: These materials are tough and lightweight, suitable for parts requiring properties similar to common thermoplastics.
Frequently Asked Questions
1. Do I need a vacuum chamber for silicone molds?
Yes, for the silicone vacuum casting process, a vacuum chamber is essential. It serves two critical purposes: degassing the liquid silicone before creating the mold and degassing the casting resin before it's poured. Most importantly, it creates the vacuum needed to draw the resin into the mold cavity. This entire process is defined by the use of a vacuum to eliminate air bubbles and ensure the final part is a perfect, void-free replica of the master pattern.
2. Can silicone be vacuum formed?
This question often arises from confusion between two different manufacturing processes. Vacuum *casting*, the topic of this article, uses a liquid resin and a silicone mold inside a vacuum chamber. Vacuum *forming* is a separate process where a sheet of heated plastic is stretched over a mold and a vacuum pulls the sheet down to conform to the mold's shape. While silicone can be used in casting, it is not typically the material used for vacuum forming sheets.
3. How long to vacuum silicone?
When degassing liquid silicone or resin in a vacuum chamber, the material will first expand, bubble, and rise before collapsing back down. A common rule of thumb is to continue pulling the vacuum for an additional 60 to 90 seconds after the material has visibly fallen. This ensures that all trapped air has been thoroughly removed, which is crucial for creating a high-quality, bubble-free mold or part.
-
Posted in
low-volume manufacturing, rapid prototyping, silicone molding, urethane casting, vacuum casting





{kind=link}