
What Is Hardcoat Anodizing for Aluminum? Process & Benefits

TL;DR
Hardcoat anodizing for aluminum, also known as Type III anodizing, is a specialized electrochemical process that creates an exceptionally thick and dense layer of aluminum oxide on a part's surface. This process is primarily used to significantly increase durability, surface hardness, wear resistance, and corrosion protection. It's the go-to solution for high-performance components in demanding fields like aerospace, military, and medical device manufacturing.
What is Hardcoat Anodizing (Type III)?
Hardcoat anodizing is an advanced surface treatment that transforms the surface of aluminum into aluminum oxide. Unlike plating, which adds a layer of new material on top, anodizing is a conversion coating that grows from the base aluminum itself. The process involves submerging an aluminum part in a chilled electrolyte bath, typically sulfuric acid, and passing a high-voltage direct current through it. The aluminum part acts as the anode (positive electrode), which facilitates a controlled oxidation process, forming a hard, ceramic-like layer.
This process is formally defined by military specification MIL-A-8625 Type III, which sets the standard for its production and performance characteristics. The key distinction between Type III and other forms of anodizing, like Type II, lies in the operational parameters and the resulting coating. According to information from Valence Surface Technologies, hardcoating employs lower temperatures (often near freezing) and higher current densities and voltages (up to 100V) to build a much thicker and denser oxide layer.
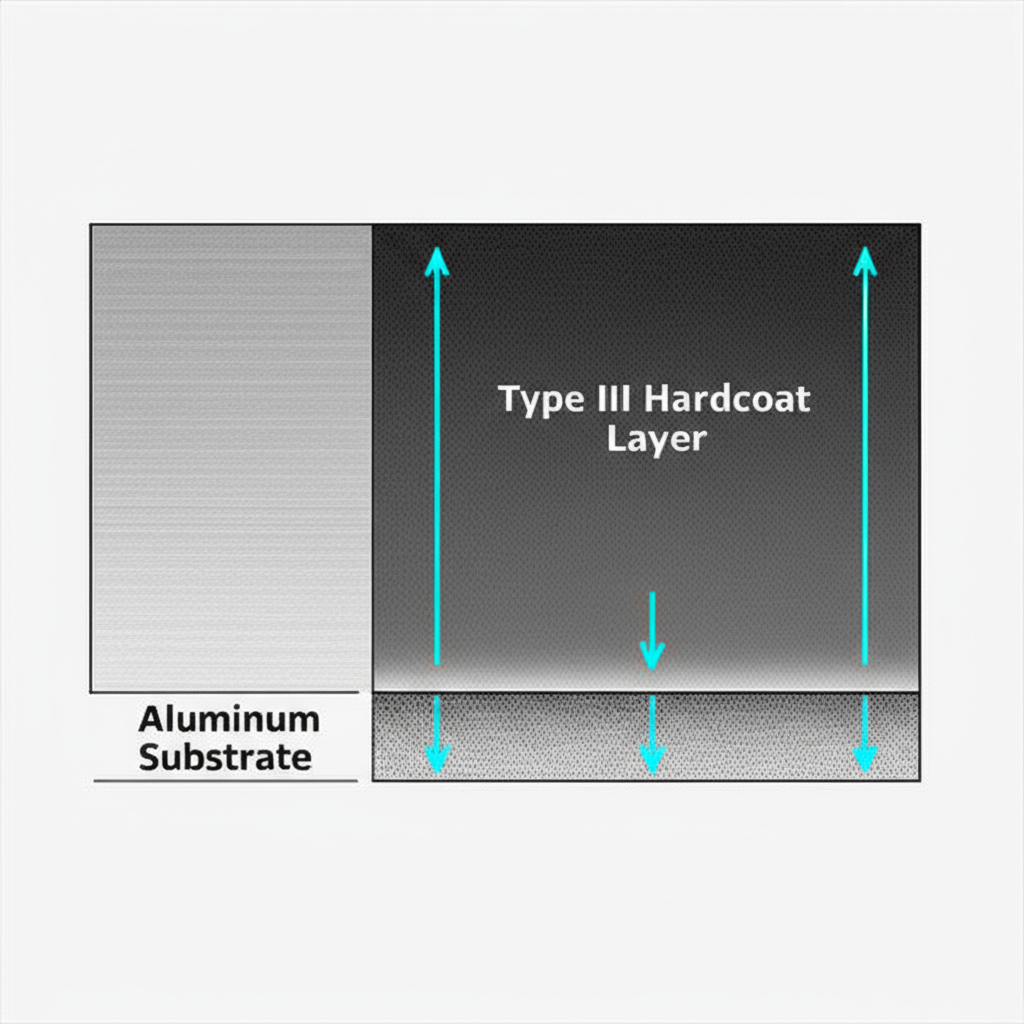
The resulting layer is integral to the aluminum substrate, with approximately 50% of its thickness penetrating into the material and 50% building up on the surface. This unique growth characteristic ensures excellent adhesion and a uniform coating that won't chip or peel like paint. The final surface is significantly harder than the original aluminum, offering performance benefits that are critical for engineered applications.
Key Benefits and Advantages of Hardcoat Anodizing
Hardcoat anodizing for aluminum is specified by engineers and designers primarily for its substantial improvements to the material's physical properties. These advantages make aluminum viable in applications where it would otherwise fail due to wear, corrosion, or environmental exposure. The most significant benefits include:
- Superior Hardness and Wear Resistance: The primary advantage of hardcoating is the creation of a very hard surface, often rated between 60-70 on the Rockwell C scale. This ceramic-like layer provides exceptional resistance to abrasion, erosion, and wear from moving parts, making it ideal for components like pistons, gears, and hydraulic cylinders. Pioneer Metal Finishing notes that its wear characteristics can exceed those of other coatings like electroless nickel and hard chrome.
- Enhanced Corrosion Resistance: The dense, non-porous oxide layer acts as a robust barrier against moisture, salt spray, and various chemicals. This makes hardcoat anodized parts exceptionally durable in harsh industrial or marine environments where untreated aluminum would quickly degrade.
- Excellent Dielectric Properties: Aluminum oxide is an electrical insulator. The thick layer created during hardcoat anodizing provides excellent dielectric strength, meaning it can resist the flow of electric current. This property is highly valuable for electronic enclosures, chassis, and components where electrical isolation is necessary.
- Improved Thermal Insulation: The anodic layer also has lower thermal conductivity than the base aluminum. This allows the surface to act as a heat barrier, which can be beneficial in applications where managing heat transfer is important.
- A Strong Base for Secondary Coatings: The uniform porosity of an unsealed hardcoat surface provides an excellent foundation for lubricants, paints, and PTFE coatings. This allows for further enhancement of properties like lubricity for high-wear applications.
The Hardcoat Anodizing Process Explained
The transformation of a standard aluminum part into a hardcoated component follows a precise, multi-stage electrochemical process. While specific parameters can vary, the fundamental steps are consistent and require tight process control to achieve the desired coating thickness and quality. The process is more complex than standard anodizing due to the need for higher power and lower temperatures.
The first crucial step is pretreatment. The aluminum part must be thoroughly cleaned to remove all oils, greases, and contaminants. After cleaning, it undergoes an etching process, often using a chemical bath, to remove the thin, naturally occurring oxide layer and create a uniform surface ready for anodizing. This ensures the subsequent coating will be consistent and well-adhered across the entire component.
Next is the anodizing bath itself. The part is immersed in an electrolyte solution, most commonly sulfuric acid, which is chilled to temperatures near freezing (around 32°F or 0°C). The aluminum part is connected to the positive terminal of a powerful DC power supply, making it the anode. A cathode, often made of aluminum, lead, or stainless steel, is also placed in the bath to complete the electrical circuit. As explained by Xometry, a high voltage is applied, starting around 25V and increasing up to 100V as the oxide layer grows and its electrical resistance increases. This high-energy process drives oxygen ions from the electrolyte into the aluminum surface, forming the dense aluminum oxide layer.
After the desired coating thickness is achieved, the part is removed and rinsed thoroughly in deionized water. The final step is sealing, although it is often optional for hardcoat anodizing. Sealing involves immersing the part in hot water or a chemical solution to close the microscopic pores in the oxide layer, which maximizes corrosion resistance. However, for applications requiring maximum hardness and wear resistance, or for parts that will receive a subsequent lubricant coating, the pores are often left unsealed.
Technical Specifications: Thickness, Standards, and Colors
For engineers and designers, understanding the technical specifications of hardcoat anodizing is critical for proper part design and application. These details govern the performance, dimensions, and appearance of the final product.
Thickness
A defining characteristic of Type III hardcoat is its thickness. While a natural oxide layer on aluminum is only a few nanometers thick, hardcoat anodizing can create a layer of 50 µm (0.002 inches) or more. The typical range specified under MIL-A-8625 is often between 13 and 76 µm (0.0005″ to 0.003″). Because the coating grows both into and out of the surface, designers must account for a dimensional change of approximately half the total coating thickness per surface. For example, a 0.002″ coating will add 0.001″ to the surface dimension.
Standards (MIL-A-8625)
The primary standard governing this process is MIL-A-8625, Type III. This military specification outlines the requirements for the coating's hardness, thickness, and corrosion resistance. It also defines two classes: Class 1 (undyed) and Class 2 (dyed). Adherence to this standard ensures that parts meet rigorous quality and performance benchmarks required for aerospace, defense, and other critical industries.
Color Options
The appearance of a hardcoated part is heavily influenced by the base aluminum alloy and the coating thickness. Unlike Type II anodizing, which can produce a wide array of vibrant colors, the dense structure of Type III coatings results in a much darker, often opaque finish. The natural color for Class 1 (undyed) hardcoat typically ranges from a dark gray to a bronze-gray or even black. While dyeing is possible (Class 2), the color options are limited to dark shades like black, dark blue, or dark burgundy. The primary purpose of dyeing a hardcoated part is typically for identification or to achieve a uniform black appearance rather than for purely cosmetic reasons.
Common Applications and Industries
The unique combination of hardness, durability, and corrosion resistance makes hardcoat anodizing for aluminum an essential process for components used in the most demanding environments. Its applications span numerous high-performance industries where reliability and longevity are non-negotiable.
In the aerospace and defense industries, hardcoated aluminum is used for aircraft components, structural parts, and military hardware. Its light weight combined with extreme surface durability is ideal for parts that must withstand abrasion and harsh weather conditions without adding significant mass. Similarly, it is frequently used on firearms for both its wear resistance on moving parts and its corrosion-proof finish.
The medical field relies on hardcoat anodizing for surgical instruments, device housings, and orthopedic tools. The non-contaminating and easily sterilized surface is a key advantage, ensuring patient safety and device integrity. In the industrial and robotics sectors, it is applied to machinery parts such as pistons, valves, gears, and actuator bodies that are subject to constant motion and friction. The coating extends the service life of these components and reduces maintenance needs.
Manufacturing these high-precision components often starts with advanced machining techniques. For parts requiring tight tolerances before the anodizing process, services from providers like XTJ CNC Machining are crucial. They utilize advanced 4 and 5-axis CNC machines to create complex geometries from various materials, ensuring the base component meets the exact specifications needed for its final application in aerospace, medical, or other demanding fields. You can learn more about their capabilities for producing parts that are later hardcoated by visiting XTJ's CNC machining services page.
Frequently Asked Questions
1. How much thickness does hard anodizing add?
Hardcoat anodizing typically adds a layer that can be 50 micrometers (µm), or 0.002 inches, thick, though specifications can range from 13 to 76 µm. A key rule for designers is that approximately 50% of this thickness penetrates into the aluminum substrate, while the other 50% builds up on the surface. Therefore, a 50 µm coating will increase a part's surface dimension by about 25 µm (0.001 inches).
2. What is the 720 rule for anodizing?
The 720 rule is a formula used to estimate the time required to achieve a specific anodizing thickness. It states that the product of the current density (in amps per square foot) and the anodizing time (in minutes) equals 720 multiplied by the desired coating thickness (in mils, where 1 mil = 0.001 inches). This rule serves as a practical guideline for process control in anodizing operations, helping technicians manage production for consistent results.
-
Posted in
aluminum finishing, corrosion resistance, hardcoat anodizing, surface treatment, type iii anodizing





{kind=link}