
Custom High-Precision CNC Automotive Machined Parts for Modern Performance Engineering

The automotive aftermarket faces dual challenges: accelerating R&D cycles while improving component durability and machining accuracy. Performance repair shops and automotive engineering teams frequently run into two major headaches.
First, prototype manufacturing costs stay unreasonably high. Second, mass-produced aftermarket parts often suffer from dimensional errors, leading to vibration, oil leakage and early component failure under harsh driving conditions.
Even a tiny deviation of ±0.05 mm on mating surfaces will ruin assembly consistency. Traditional casting and manual machining cannot meet the iteration speed required for small-batch R&D. This makes tight-tolerance CNC machined components irreplaceable for vehicle modification and OEM automotive projects.
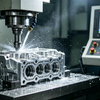
 High-precision 5-axis milling for performance engine aluminum billet parts
High-precision 5-axis milling for performance engine aluminum billet parts
Multi-Axis CNC Machining Sets the Standard for Automotive Component Production
CNC turning and milling deliver outstanding repeatability and geometric precision for auto spare parts. With 3-axis, 4-axis and 5-axis machine tools, we can hold tolerances as strict as ±0.005 mm on critical mating surfaces.
Different machine configurations fit different automotive workpieces:
- 3-axis milling: Simple brackets, housings and flat structural plates
- 4-axis machining: Parts with angled holes and rotational symmetrical structures
- 5-axis simultaneous machining: Complex turbo housings, impellers and steering knuckles
Spindle speed ranges from 8,000 to 24,000 RPM based on raw materials. Carbide end mills are used for high-speed aluminum cutting, while TiAlN coated cutters process hard alloy steel to extend tool life.
Aluminum Engine Components – High-Strength & Thermally Stable Machined Accessories
High-performance engines widely adopt lightweight aluminum parts to cut weight and stabilize operating temperature. Intake manifolds, throttle bodies, valve covers and cooling housings all demand smooth sealing surfaces and optimized internal runner structures.
Our commonly used automotive-grade materials:
- 6061-T6 aluminum: Structural brackets and ordinary housings
- 7075-T6 aluminum: High-stress performance engine spare parts
- 304 & 316 stainless steel: Heat-resistant exhaust components
Strict machining standards:
- Surface roughness: Ra 0.8–1.6 μm for gasket sealing planes
- Flatness error: Less than 0.02 mm
- Port matching accuracy: Controlled within ±0.03 mm to guarantee airflow efficiency
Type III hard anodizing is the mainstream surface treatment. The 25–50 μm thick coating raises surface hardness to 400–500 HV, resisting wear and high-temperature corrosion in engine bays.

Polished aluminum engine spare parts optimized for airflow and tight sealing
Aftermarket Chassis Parts – Balancing Light Weight and Structural Fatigue Resistance
Suspension arms, steering knuckles, subframe mounts and strut reinforcements bear torsion and repeated impact loads. Billet-machined chassis components need to balance light weight with long fatigue life.
We select raw materials according to application scenarios:
7075 aluminum for lightweight street vehicles; 4130 chromoly steel and titanium alloys for track racing builds.
Key design & manufacturing rules:
- Add fillet transitions with a minimum 1.5mm radius to avoid stress concentration
- Conduct FEA structural analysis on motorsport-grade components
- Carry out overload testing at 1.5–2 times the normal working load to leave sufficient safety margin
High-strength billet machined chassis component for vehicle modification

Low-Volume Prototyping: No High Tooling Cost, Fast Iteration
The biggest advantage of CNC machining over stamping and casting is zero mold cost for small-batch prototypes. Engineers can turn CAD drawings into physical workpieces within several days.
Standard prototype production flow:
- DFM manufacturability check for your CAD files
- CAM toolpath programming
- CNC roughing and finish machining with real-time dimension monitoring
- Deburring, polishing and anodizing post-treatment
- CMM coordinate measuring inspection
Lead time for simple prototypes is only 3–7 days. Batch orders from 10 to 500 pieces maintain stable precision, with batch-to-batch deviation kept between ±0.01~0.03 mm.
Surface Finishing Improves Service Life in Harsh Automotive Environments
Auto parts face abrasion, humidity and temperature cycling year-round. Precision machining alone is not enough; surface finishing greatly extends service life.
Popular treatment options for automotive CNC parts:
- Hard anodizing: Wear protection for aluminum workpieces
- Electroless nickel plating: Anti-corrosion treatment for steel parts
- Bead blasting: Matte finish for better heat dissipation
- Precision polishing: Minimize fluid friction inside pipeline components
Why Micron-Level Precision Cannot Be Compromised
Minor dimensional errors will trigger a chain of mechanical problems. A 0.1 mm misaligned chassis bracket will generate resonant vibration and shorten bearing lifespan by nearly 30%. Imperfect sealing surfaces on engine parts cause compression loss and power reduction.
That explains why more automotive OEMs and modification brands choose CNC billet machining rather than low-precision casting.

Dimensional testing ensures all prototype parts meet strict tolerance requirements
Get Your Custom Auto CNC Parts Quotation Quickly
We specialize in custom tight-tolerance CNC automotive components, covering prototype trial runs and small-batch mass production. Our product range includes aluminum engine accessories and reinforced aftermarket chassis parts.
You can upload your 2D drawings and 3D STEP/IGS files via the contact form on our Shopify store. We will send a detailed RFQ within 24–48 hours, together with professional DFM optimization suggestions to cut your manufacturing cost and shorten lead time.




{kind=link}